





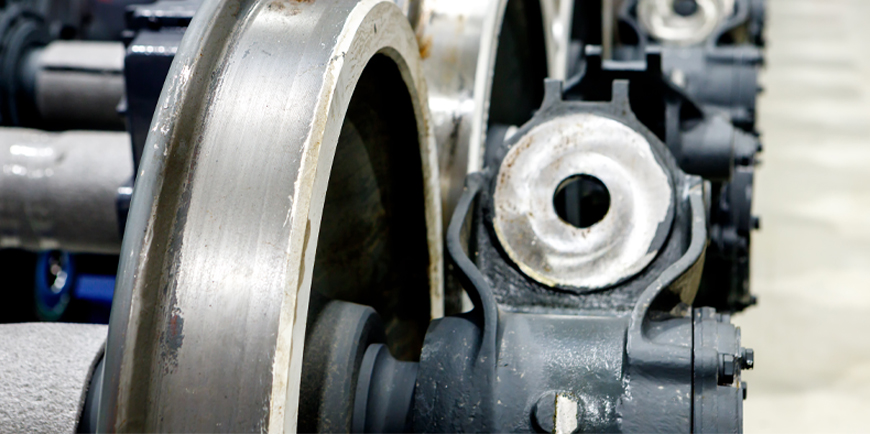
Колесные пары вагонов являются одними из основных элементов конструкции. Они служат для направления движения всего состава и воспринимают на себя огромные нагрузки. От надежной установки каждой колесной пары зависит безопасность движения поездов.
Колесные пары состоят из оси и установленных на нее колес. Колеса должны быть жестко посажены на ось для обеспечения одновременного вращения всех деталей при движении вагонов.
Такая прочная посадка колес на оси обеспечивается посредством натяга. Это означает, что диаметр оси превышает внутренний диаметр отверстия в колесе, в которое она устанавливается.
От величины натяга напрямую зависит надежность эксплуатации колесной пары. Недопустимо не только занижение, но и превышение данного параметра.

Чтобы подобрать колеса необходимого размера, диаметр оси замеряется в нескольких местах. После этого исходя из среднего показателя подбираются два колеса одинакового диаметра, различия их размеров не могут превышать 1 мм.
Сборка колесных пар осуществляется с помощью гидравлических прессов. Этот процесс получил название запрессовка колесных пар.
Процесс запрессовки колесных пар
Процесс сборки колесных пар осуществляется в специализированных цехах вагоноремонтных или вагоностроительных предприятий.
Запрессовка колесных пар может осуществляться с применением новых элементов, а также уже бывших в эксплуатации осей. В этом случае процессу сборку предшествует полная проверка оси на ее пригодность для эксплуатации – наличие мелких трещин и других дефектов, которые могут повлечь преждевременный выход из строя.
Для запрессовки колесных пар используются гидравлический пресс, манометр для контроля усилия запрессовки и предотвращения повреждений, смазка для запрессовки.
Внутренняя поверхность колес и ось должны быть тщательно подготовлены. От этого этапа зависит надежность получаемого соединения.
Поверхности должны быть освобождены от частиц пыли, старых смазочных материалов, зачищены, обезжирены.
Нагрев охватываемой детали в большинстве случае не допускается, так как в таком случае надежность соединения может быть снижена.
Для запрессовки колесо закрепляется в подставке гидравлического пресса, после чего на его внутреннюю поверхность наносится смазочный материал для запрессовки.
Смазка наносится с помощью кисти на всю поверхность отверстия равномерным слоем без излишков.
Поверхность оси также смазывается, после чего деталь одним концом вставляется в колесо, а вторым упирается в торец плунжера пресса, и проводится запрессовка со скоростью 2-3 мм в секунду. Для облегчения установки торцы осей обтачиваются.
Таким же образом устанавливается второе колесо, после чего проводится проверка качества запрессовке по диаграммам запрессовки для каждого колеса, которые регистрируются в процессе сборки колесной пары.
Смазка для запрессовки колесных пар
Качество запрессовки колесных пар во многом зависит от используемого смазочного материала.
Смазка для запрессовки необходима для облегчения и повышения плавности входа оси в отверстие колеса, предотвращения образования задиров на сопряженных поверхностях, предотвращения скачков усилий при запрессовке.
Наиболее эффективно применение при запрессовке колесных пар паст на основе твердых смазочных материалов.
Например, противозадирная паста Modengy 4002 изготавливается на основе дисульфида молибдена. Этот твердосмазочный компонент обеспечивает материалу высокие противозадирные свойства, несущую способность, низкий коэффициент трения.
Эффективность применения данного смазочного материала доказана рядом испытаний. По их результатам установлено, что при использовании пасты MODENGY 4002 запрессовка колесных пар осуществляется в штатном режиме: отсутствуют скачки усилий в процессе сборки, задиры, дефекты на предступичной части оси. По результатам испытаний после запрессовки сдвиг не выявлен.
